欢迎进入大征电线厂家
- 15226628258
- 0317-2666168
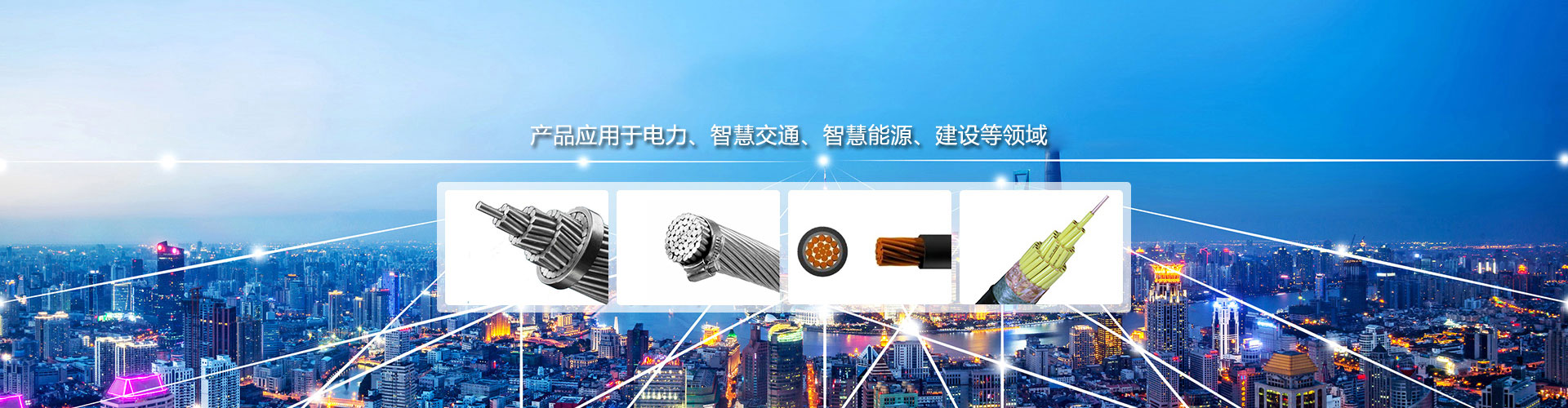
钢芯铝绞线
不断追求电缆产品及服务的尽善尽美
服务热线
15226628258
不断追求电缆产品及服务的尽善尽美
15226628258


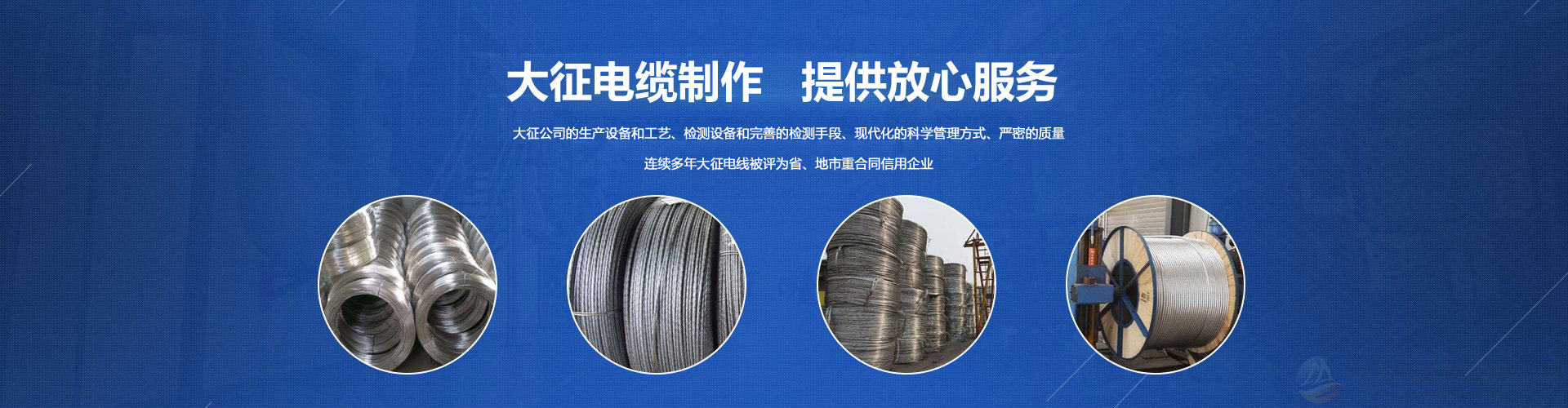



质量是我们唯一的标准
销售总经理郭经理电话:15226628258
销售热线:0317-2666168
图文传真:0317-2666168
邮箱:1942521882@qq.com
微信:15226628258
地址:河北省任丘市议论堡乡大征村
发布时间:2020-02-20 17:18:22作者:铝绞线编辑来源: 浏览量:
标签: 240/30钢芯铝绞线 LGJ钢芯铝绞线 LGJ-240/30钢芯铝绞线 LGJ-240/30钢芯铝绞线修补 LGJ-240/30钢芯铝绞线焊接
本文标题:LGJ-240/30钢芯铝绞线修补的焊接装置步骤流程,【本文网址】:http://www.dazhengdianlan.comhttp://www.dazhengdianlan.com/xwzx/gsxw/342.html
下一篇:LGJ-240/30钢芯铝绞线生产采用的哪种绞制方法?






 短信咨询
短信咨询 电话咨询
电话咨询